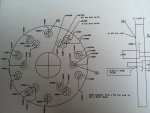
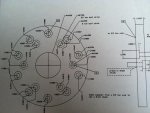
Blackrock, if you look at the attached picture from Cuukvee you will see how close the two studs are (imagine two circles). There will not be enough room to spin one or the other but not both nuts, even if the deuce pattern is counter sunk. Cuukvee has the drawing for this type of adapter, but as you can see the deuce studs are reversed. He says that there is enough space in the back of the truck's front hub to run the nuts.
Frodo, I am up against a wall with my converson plates because of the cost. The cost is run up respectivly due to where you live. To get anything machined in my local area the reputable shops are charging $85-$100+ per hour. I was quoted $4000 for my job (6 plates fully machined including materials) and that was without cutting out the centers of the original rim. The cost of bar stock is also a problem. This estimate is for 4110 (something like that) steel. The shop said that the price of a lesser grade steel would not make much differance. This material would be cut like a pizza out of a bar 20" in diameter (my plates need to be 19" diameter). My raw pizzas were going to cost about $268 for one piece. Using flat 1/2" plate is not as an accurate way to go due to the plate's internal stresses (as explaned to me, released from the larger product and then would have to be machined flat). With bars you can get a variety of better quality material (I believe). The pizzas will have to be machine faced on both sides to ensure parallel and smoothness, 1/2" plate should also be faced to ensure the same tolerances, but then you end up with less (slightly) than the 1/2" that we want. The bottom line is, cost of material plus the machining which is to tight tolerances and designs and must be repeated 6 times (for me anyway). Shops need set up time and they concider small projects of 6 pieces not really a waste of time, but if they ran off 100 then you'd save on set up time and programing the machines. Kind of like if you called Grainger for one plastic 5 gal. bucket and had to pay the shipping as uposed to ordering 1000 buckets and getting a bulk discount.
On another point that I'd like to make here, slightly different issue but similar. I'm going for the bolt in plate design from the back side to get my appropriate back spacing. There will need to be 4-6 welds as I will explain and the need for LOCATOR PINS. This is for my FMTV wheels, but also should be for the same set up for HEMTT's. I am at a loss as to why no one has gone this route to ensure smooth running. So here is the assembly procedure.
Jack up one front end tire on your deuce so you can spin it
Bolt the new adapter plate to that axle (studs pressed in facing out)
Slide the larger/inner wheel half onto the plate and slight wrench tighten 3 opposing nuts
Using a dial indicator, spin the wheel and check the bead seat for runout
Because the few nuts are semi loose you can keep fiddling with the wheel to get less than 1/16" differance when spun
Once satisfied, tighten the nuts good
Remove the wheel (or not) from the truck and spot weld the plate to this wheel half in a handfull of places
Remount to the axle and remove the nuts
Slide on the outer wheel half and throw on a handfull of nuts like before
Use the dial indicator on this new outer bead edge to check its runout and adjust like before
Tighten the nuts once you are happy
(once the tire is mounted you could get a thumping action due to the beads not running in a circular path on the new plate if you don't do this)
Now that the wheel is all bolted together (heres the secret) remove it from the truck
Drill a diamter hole that everyone here can agree upon thru ALL THREE plates between the studs (I'm going with two holes)
Find a tool steel pin of the same diameter (you could weld one end to the back of the plate)
Disassemble this wheel and install the rubber
Slide in the locator pins and bolt together the outer wheel half
Repeat 5 more times
This is all in an attempt to keep the two halves in a circular position EVERY time the wheel is taken appart and put back together. There is play where the studs go into the outer wheel half and you will not be able to achieve uniform assembly without the locator pins. The spot welds are required so that the inner wheel half doesn't lose its position with the new plate (these two have to stay together).
If you have bolt in adapter plates I think that this will make assembly much easier and ensure accuracy.